
Sektörümüzdeki temel bir yanılgı, yem değirmenlerinin verimliliğini ve çıktı kalitesini olumsuz yönde etkilemektedir ve bu yanılgı partikül boyutunun nasıl optimize edileceği ile ilgilidir. Birçok operatör, değirmen elek boyutunu her şeyin çözümü olarak görmektedir. Ancak, çekiçli değirmenlerin kapasitesini en üst düzeye çıkaran ve genellikle göz ardı edilen bir başka yaklaşım, daha düşük maliyetlerle yüksek kaliteli yem üretmenin daha iyi bir yolunu sunmaktadır.

Teknik Satış Müdürü
CPM Endüstriyel Çözümler
YEM ÜRETİMİNDE PARTİKÜL BOYUTU OPTİMİZASYONUNUN ÖNEMİ
Yem fabrikaları, tutarlı yem kalitesi oluşturarak yemden yararlanma oranını en üst düzeye çıkaran ve öngörülebilir işletme maliyetleri sağlayan ürünler sunabilir. Partikül boyutu dağılımı, bu hedeflere ulaşmada kilit bir rol oynar.
Partikül boyutu dağılımını tanımlamanın en büyük zorluğu, optimum boyutun türe, yem uygulamasına ve hatta hayvanların yaşına bağlı olarak değişmesidir. Bu zorluk karşısında, operatörler yalnızca elek boyutuna güvenmektedir ve bu da partikül boyutunun uygun bir ölçüsünü sağlamada yeterli değildir.
Partikül boyutu dağılımını değiştirmeye çalışırken çoğu zaman ilk ve/veya tek olarak eleğin delik çapına bakılmaktadır. Daha büyük delik çapına sahip eleklerin daha kaba bir öğütme ve daha küçük delik çapına sahip eleklerin daha ince bir öğütme sağlayacağı doğru olsa da istenen sonucu elde etmek için daha iyi ve daha verimli yollar olabilir. Daha büyük delik çaplarına sahip elekler, öğütme bölmesinden daha büyük parçaların çıkmasına izin verdikleri için daha kaba bir öğütme sonucu verirler.
Ancak, bu daha büyük eleklerin, üretilen ince toz miktarı üzerinde çok az etkisi olacak veya hiç etkisi olmayacaktır. Dağılımın bu kısmı, çekiçler ve uç hızları tarafından kontrol edilmektedir. Bu nedenle, üretilen ince toz miktarını azaltmak veya artırmak hedefleniyorsa, kullanılan elek boyutunu değiştirmek en iyi seçenek değildir. Yüksek uç hızına ve daha ağır çekiç modeline sahip bir çekiçli değirmen, hangi elek boyutu kullanılırsa kullanılsın yüksek miktarda ince toz üretecektir.
Daha ince bir öğütme boyutu için elek, istenen çıktının elde edilmesinde etkili olabilir. Ancak daha kaba öğütmeler için sadece elek boyutuna bağlı kalmak, daha büyük bir standart sapma ile sonuçlanır. Çekiç şekli ve uç hızı, elek boyutuna ek olarak süreci iyileştirmeye ve daha standart, kaliteli bir ürün elde etmeye yardımcı olan temel değişkenlerdir.
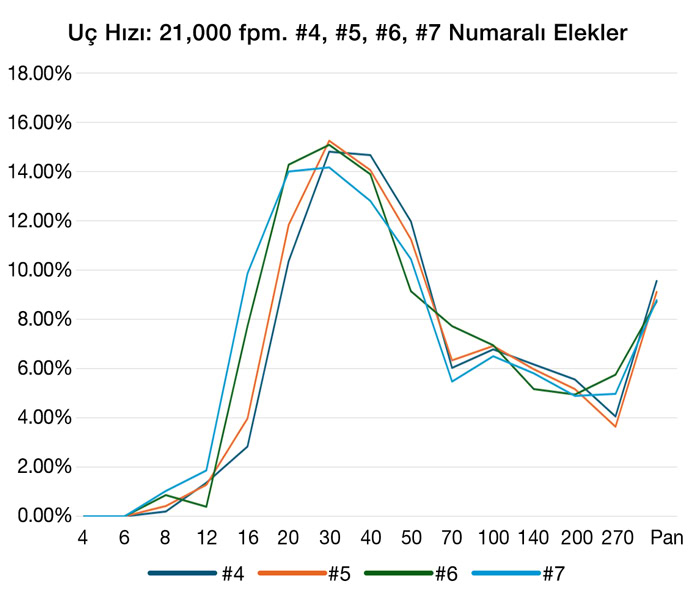
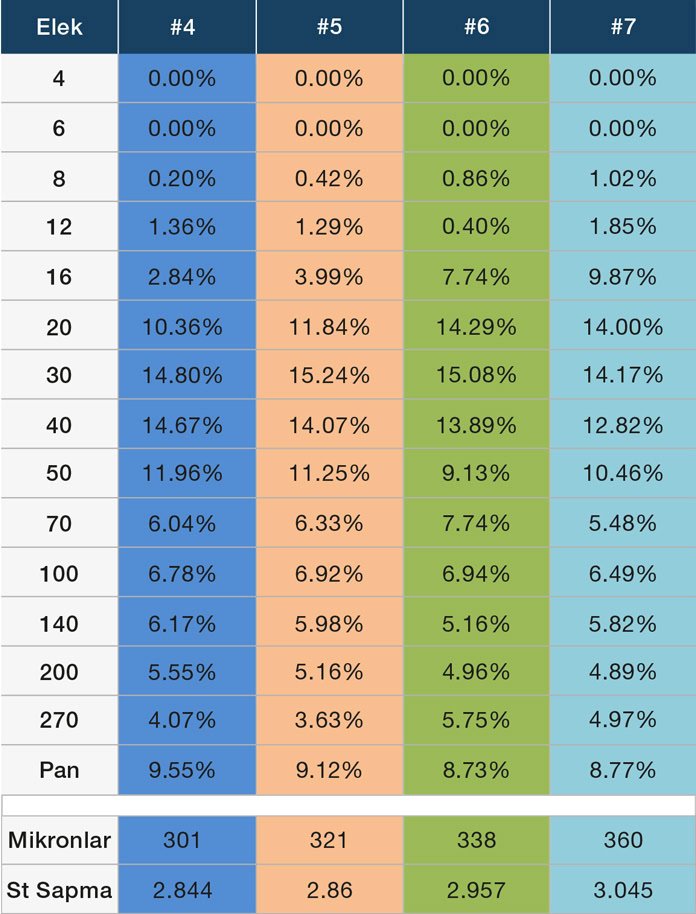 Yandaki elek analizi grafiği, yalnızca elek boyutunu kullanarak kaba bir öğütme elde etmeye çalışmanın zorluğunu vurgulamaktadır. Bu grafik (4) dört farklı öğütmeden elde edilen dağılımları göstermektedir. X ekseni, en büyüğü sol tarafta olmak üzere farklı elekleri gösterirken, y ekseni her bir elek boyutundaki malzeme miktarını göstermektedir. Farklı değirmen elekleri testlerde farklı miktarlarda büyük parçacıklar üretmiştir, ancak ince tanelerin miktarı nispeten aynı kalmıştır. Bu, partikül boyutunu yalnızca elekler aracılığıyla kontrol etmeye çalışırken, ortalamanın yalnızca en tepedeki yarısının etki altına alınabileceğini göstermektedir.
Yandaki elek analizi grafiği, yalnızca elek boyutunu kullanarak kaba bir öğütme elde etmeye çalışmanın zorluğunu vurgulamaktadır. Bu grafik (4) dört farklı öğütmeden elde edilen dağılımları göstermektedir. X ekseni, en büyüğü sol tarafta olmak üzere farklı elekleri gösterirken, y ekseni her bir elek boyutundaki malzeme miktarını göstermektedir. Farklı değirmen elekleri testlerde farklı miktarlarda büyük parçacıklar üretmiştir, ancak ince tanelerin miktarı nispeten aynı kalmıştır. Bu, partikül boyutunu yalnızca elekler aracılığıyla kontrol etmeye çalışırken, ortalamanın yalnızca en tepedeki yarısının etki altına alınabileceğini göstermektedir.
Yem üreticileri, uç hızı ve çekiç düzeni dahil olmak üzere değirmenin tüm işlevlerini en üst düzeye çıkaran bir yaklaşım benimseyerek partikül dağılım eğrisi üzerinde daha fazla kontrol elde edebilir ve operasyonel verimliliği önemli ölçüde artırabilir.
PARTİKÜL BOYUTUNU KONTROL ETMENİN DAHA ETKİLİ YOLLARI
Bir çekiçli değirmen, sallanan sertleştirilmiş çekiçlere sahip hızlı dönen bir rotordan oluşur. Öğütme haznesine giren ürün, dönen çekiçlerin etkisiyle boyut olarak küçülür. Parçacıklar daha sonra delikli bir elekten geçerek öğütme odasını terk eder. Ancak, partikül boyutu sadece elek deliği çapının ötesinde, çeşitli parametrelerle kontrol edilebilir. Şimdi bu mekanizmalara daha yakından bakalım.
 Uç Hızı
Uç Hızı
Öğütme işleminin büyük bir kısmı, çekicin malzemeye çarptığı ilk anda gerçekleşir. Bu nedenle, çekiç uç hızı önemli bir değişkendir. Çekiç ucunun hızı, basit bir ifadeyle değirmen çapının ve motor devrinin bir unsurudur. Değişken frekanslı bir sürücü ile tahrik edilen büyük çaplı bir çekiçli değirmen seçmek, geniş bir çekiç ucu hızı aralığında öğütme yapılmasına olanak tanır. Uç hızı, frekans kontrol cihazının yardımıyla insan müdahalesi olmadan, kolayca ve hızlı bir şekilde otomatik olarak ayarlanabilir.
Her bir spesifik uygulama için ideal bir uç hızı seçilebilir. Lifli malzemelerin daha verimli bir şekilde ince öğütülmesi için yüksek bir uç hızı seçilmelidir. Kırılgan ürünlerin kaba öğütülmesinde ise daha düşük bir uç hızı en iyi sonuçları vermektedir.
Elde edilen partikül boyutunu etkileyebilecek bir değişken, değişken frekanslı bir sürücü kullanarak uç hızını değiştirmektir.
Daha yüksek uç hızları daha fazla ince tanecik üretir, bu da daha yüksek bir standart sapmaya yol açar, ancak tipik olarak daha büyük eleklerin kullanılmasıyla daha yüksek bir verime sahiptir. Daha düşük uç hızları daha düzgün bir öğütme sağlar, ancak bazen daha düşük bir verim ile sonuçlanabilir.
Çekiçler
Çekiç aşınmasını en aza indirmek, sabit kalitede öğütme yapmanın anahtarıdır. Çekiçler kullanım ömürlerinin sonuna geldiklerinde, değirmenin enerji tüketimi de önemli ölçüde artar. Makinenin çekiçleri iyi durumda ve bakımlı tutulursa, değirmenler en düşük enerji tüketimi seviyelerinde ve minimum bakım aralıklarında tutarlı bir öğütme gerçekleştirebilir.
Çekiç Şekli
Çekiç şekli, rotor üzerindeki çekiçlerin sayısını ve dağılımını içerir. Çekiç konumları, çekicin eleğe yakın veya uzak olarak ayarlandığı mesafedir. Bu iki faktör, her çekiçli değirmenin performansı üzerinde derin bir etkiye sahiptir. Farklı malzemeler farklı şekilde öğütüldüğünden, ideal çekiç sayısının ve eleğe olan açıklığın her uygulama için ayrı ayrı ayarlanması gerekecektir.
Kaba öğütme için daha hafif bir çekiş şekli, üretilen ince tanelerin hacmini azaltacaktır. İnce öğütme uygulamaları için daha ağır bir çekiç şekli, çekiç ömrünü mümkün olduğunca optimum düzeyde tutarken daha ince bir öğütme sağlayacaktır.
 SONUÇ
SONUÇ
Yem endüstrisi, sürdürülebilir olmak için her zaman en az miktarda enerji ve ham madde kullanarak yemi işlemenin ve verimi artırmanın yollarını aramaktadır. Burada ana hatlarıyla açıklanan çekiçli değirmen işlevselliğinin kullanılmasıyla, üreticiler üretim sürecinde partikül boyutunu daha iyi optimize edebilirler.
Sektör olarak, hayvan biyolojisi ve beslenmesi hakkında her zaman daha fazla şey öğreniyoruz, bu da en uygun partikül boyutunun tanımını etkileyebilmektedir, ancak bu gelişmiş yaklaşımlar, daha iyi bir genel hayvan sağlığı ve operasyonel verimlilik elde etmemize yardımcı olacaktır.
Doug Kitch Hakkında
Kuzey Iowa Üniversitesi İşletme Yönetimi Bölümü’nden mezun olan Doug Kitch, CPM’de 14 yılı aşkın süredir çalışmaktadır. CPM’de geçirdiği bu süre zarfında Kitch, çeşitli bölümlerde çok sayıda uygulama pozisyonunda görev almıştır. Etanol ve hayvan yemi segmentleri için tahıl öğütme konusunda uzmanlaşmış Uygulama Mühendisi ve/veya Uygulama Müdürü olarak geçirdiği 6 yıl da buna dahildir.
Bu yıllar boyunca, bir öğütücünün performansını etkileyen farklı değişkenleri ölçmeye odaklanmıştır. Şu anda Teknik Satış Müdürü olarak görev yapmakta ve yeni ekipmanların boyutlandırılmasından, yerinde teşhislerden ve CPM ekipmanlarının sürekli desteğinden sorumlu teknik ekipleri denetlemektedir.


